
Ako je radilica brušena, provjerite ima li neravnina oko rupa za ulje. Uklonite sve neravnine pomoću turpije ili strugala i pažljivo očistite rupe i kanale od strugotina.
Mikrometrom izmjerite promjer glavnog rukavca radilice i klipnjače i usporedite rezultate s tehničkim podacima. Vratovi se mjere na nekoliko točaka u promjeru i duljini, što će otkriti ovalnost i suženost, ako ih ima.
Provjerite kontaktne površine uljne brtve na svakom kraju koljenastog vratila na istrošenost ili druga oštećenja. Ako je rukavac brtve jako istrošen, možda je potrebno zamijeniti radilicu.
Trošenje rukavca klipnjače karakteriziraju metalni udarci koji se javljaju kada motor radi pod opterećenjem, pri niskim brzinama i smanjenjem tlaka ulja.
Trošenje rukavaca koljenastog vratila karakterizirano je jakim vibracijama motora i metalnim zvukom koji se pojačava povećanjem broja okretaja motora, kao i smanjenjem tlaka ulja.
Čak i ako tijekom remonta motora treba zamijeniti glavne ležajeve i ležajeve klipnjače, potrebno ih je pažljivo ispitati: po njihovim nedostacima može se procijeniti tehničko stanje motora.
Ležaj se može pokvariti zbog nedostatka podmazivanja, prljavštine i stranih čestica, preopterećenja motora ili korozije. Uzrok kvara ležaja mora se otkloniti prije ponovnog sastavljanja motora.
Kako biste pregledali ležajeve, uklonite ih i rasporedite istim redoslijedom kojim su ugrađeni na motor. Ovo će identificirati odgovarajući rukavac radilice i olakšati rješavanje problema.
Strane čestice mogu ući u motor na različite načine. Metalne čestice pojavljuju se u motornom ulju kao rezultat normalnog trošenja motora. Male čestice zajedno s motornim uljem mogu dospjeti u ležajeve i lako prodrijeti u njihov mekani materijal. Veće čestice koje ulaze u ležaj mogu izgrebati njega ili rukavac radilice. Kako biste spriječili kvar ležaja zbog ovog uzroka, sve unutarnje površine motora moraju se temeljito očistiti i održavati čistima tijekom ponovnog sastavljanja. Preporuča se pridržavati se potrebnih intervala zamjene ulja s filtrom.
Nedovoljno podmazivanje rukavaca koljenastog vratila može biti uzrokovano mnogim razlozima: visoka temperatura ulja, preopterećenje motora, curenje ulja itd.
Stil vožnje također utječe na vijek trajanja ležaja. Kada je leptir za gas potpuno otvoren pri malom broju okretaja motora, povećava se opterećenje ležajeva i istiskuje se uljni film iz kontaktne zone. Velika opterećenja dovode do pojave pukotina u radnom dijelu ležaja, što zauzvrat može uzrokovati odvajanje sloja protiv trenja od čelične baze.
Vožnja na kratke udaljenosti rezultira korozijom ležajeva kao rezultat toga što motor ne postiže stabiliziranu radnu temperaturu koja uklanja vodenu paru i korozivne plinove. Pare i plinovi, kondenzirajući se u motornom ulju, stvaraju kiselinu i talog. Kiselina zajedno s motornim uljem dospijeva u ležajeve i uzrokuje njihovu koroziju.
Neispravan odabir ležajeva tijekom sastavljanja motora također uzrokuje njihov kvar. U ležajevima ugrađenim s prednaprezanjem ostaje razmak koji je nedovoljan da osigura normalno podmazivanje trljajućih površina.
Prilikom ugradnje radilice, uzmite u obzir sljedeće.
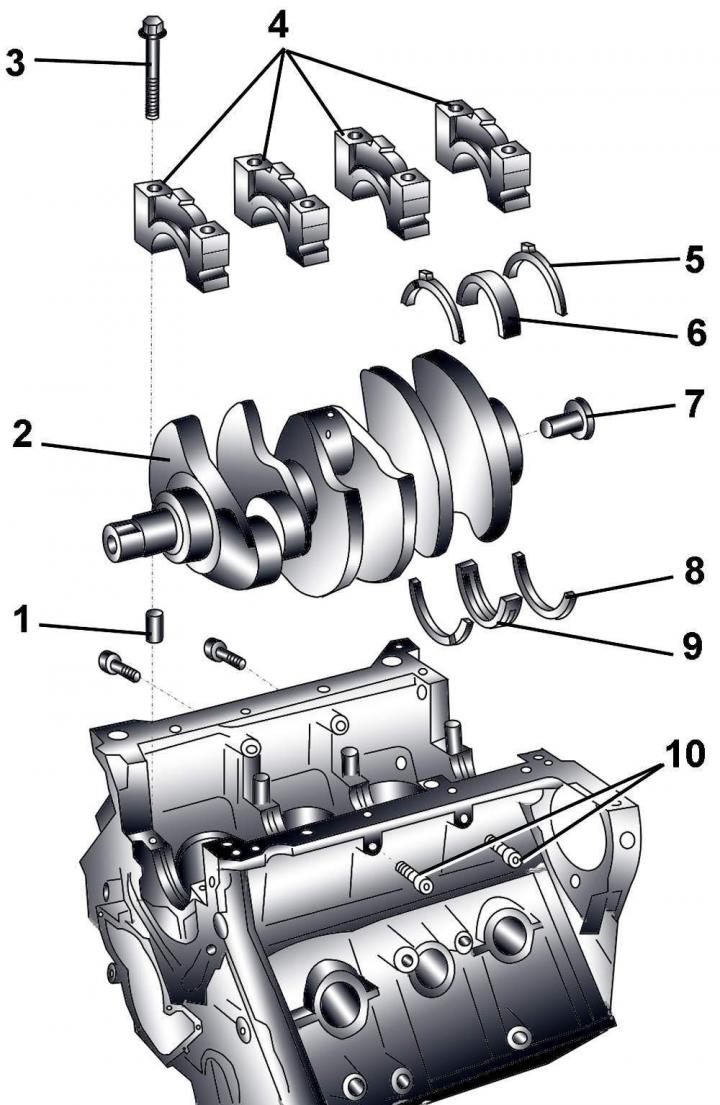
sl. 3.1–70. Radilica: 1 - čahura za centriranje; 2 - radilica; 3 – vijci za pričvršćivanje poklopaca ležajeva; 4 - poklopci ležaja; 5 - uporni poluprsten; 6 - umetak glavnog ležaja; 7 – utikač ležaja koji se koristi samo s automatskim mjenjačem; 8 - uporni poluprsten; 9 - glavna ležajna ljuska s uljnim utorom; 10 - vijci
1. Centrirajući rukavac 1 (riža. 3.1–70) osigurava pravilnu ugradnju kapica glavnih ležajeva.
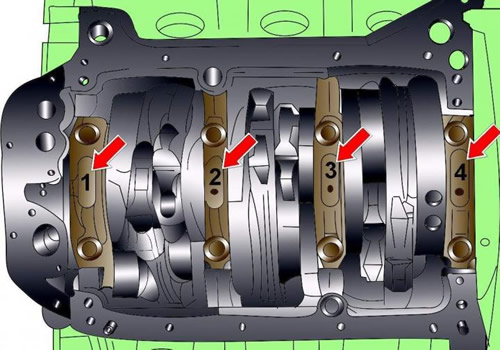
sl. 3.1–71. Položaj i numeriranje glavnih ležajeva radilice
2. Glavni ležaj #1 je na strani remenice, a ležaj #4 je na strani zamašnjaka (riža. 3.1–71).
3. Prilikom postavljanja morate koristiti nove vijke 3 (vidi sl. 3.1–70).
4. Potisni poluprstenovi 5 ugrađuju se samo na glavni ležaj br. 4.
Utori za podmazivanje potisnih poluprstenova moraju biti usmjereni prema van.
Pritisni poluprstenovi koriste se za podešavanje aksijalnog zazora koljenastog vratila.
5. Na bočnoj strani poklopca ležaja ugrađena je čahura bez žlijeba za ulje.
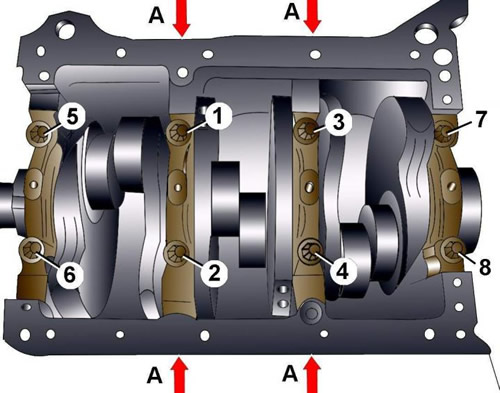
sl. 3.1–72. Redoslijed zatezanja vijaka poklopca glavnog ležaja
Vijci poklopca glavnog ležaja zatežu se redoslijedom prikazanim na slici 3.1–72 u četiri faze:
- 1. - zategnite bočne vijke A rukom;
- 2. - zategnite vijke 1–8 na 60 Nm;
- 3. - zategnite vijke 1–8 pod kutom od 90°;
- 4. - zategnite bočne vijke A na 25 Nm.
Mjerenje aksijalnih i radijalnih zazora koljenastog vratila
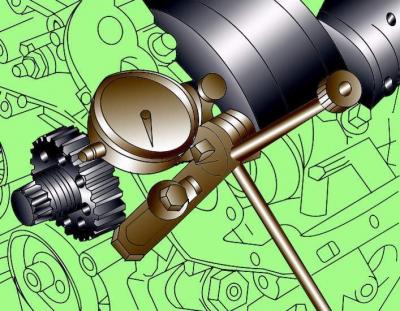
sl. 3.1–73. Ugradnja nosača s brojčanikom za mjerenje aksijalnog zazora koljenastog vratila
Ugradite nosač s indikatorom na brojčanik na blok motora tako da mjerni vrh indikatora leži na protuutegu koljenastog vratila (riža. 3.1–73).
Pomaknite radilicu duž osi na jednu stranu dok se ne zaustavi i postavite indikator na 0. Pomaknite radilicu duž osi na drugu stranu dok se ne zaustavi i popravite vrijednost na indikatoru. Nazivna vrijednost aksijalnog zazora radilice je 0,07–0,23 mm, najveća dopuštena vrijednost je 0,25 mm.
Za mjerenje radijalnog zazora u ležajevima radilice mora se koristiti kalibrirana Plastigage plastična šipka.
Odvrnite vijke i uklonite poklopac i slobodni list radikalnog ležaja. Očistite ležaj, poklopac i rukavac radilice.
Odrežite komad plastične kalibrirane šipke čija je duljina jednaka širini ležaja i položite ga duž osi koljenastog vratila na rukavac glavnog ležaja.
Ugradite poklopac glavnog ležaja s čahurom i pričvrstite ga na 30 Nm. Ne okrećite radilicu dok to radite.
Odvrnite vijke i ponovno uklonite poklopac radikalnog ležaja. Usporedite širinu deformirane plastične šipke s mjernom skalom otisnutom na pakiranju plastične šipke. Na ljestvici odredite radijalni zazor. Nazivna vrijednost radijalnog zazora radilice je 0,018–0,045 mm, najveća dopuštena vrijednost je 0,10 mm.
Komentari posjetitelja