
Pressing out the flange with the sensor wheel from the crankshaft
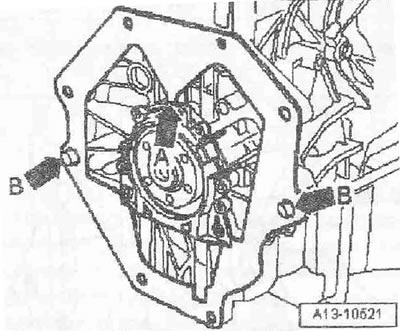
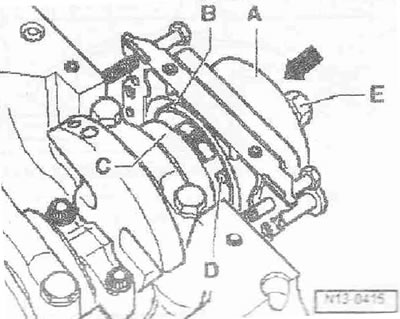
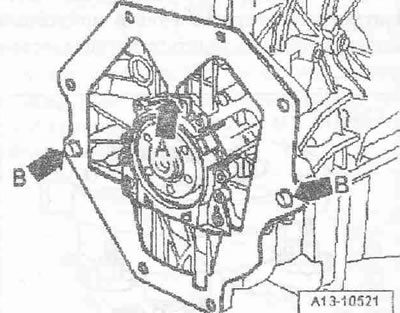
Remove flywheel. Press intermediate plate off dowel sleeves -arrow B- and detach from top of flange -arrow A-. Remove top toothed belt cover by opening buckles -arrows-.
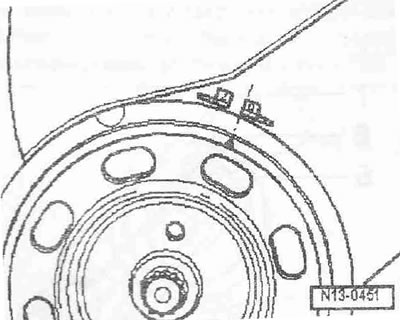
Position crankshaft in direction of engine rotation "TDC". The notch on the poly V-belt pulley for the crankshaft must line up with the edge of the -0- mark.
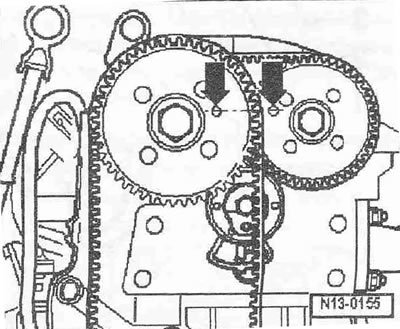
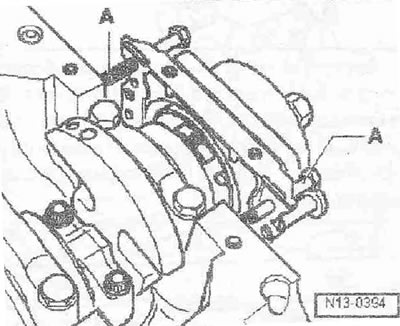
The fixing holes in the camshaft sprockets must align with the calibration holes in the camshaft housing -arrows-. If the fixing holes are on opposite sides, then the crankshaft must be rotated one more turn.
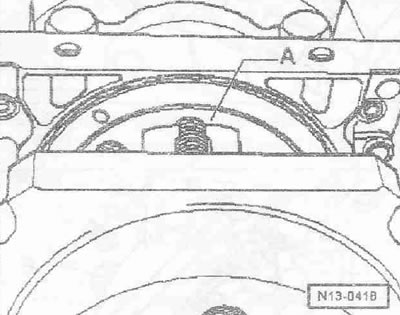
Lock the camshafts with the camshaft lock -T10016-: Insert the locking pin through the locating hole of the inlet camshaft pulley -C- into the calibration hole on the camshaft bearing housing. The second locking pin must be inserted through the locating hole of the exhaust camshaft gear into the gauge hole on the camshaft bearing housing. The locking pin handles must be at the same height -line A-. Remove oil pan.
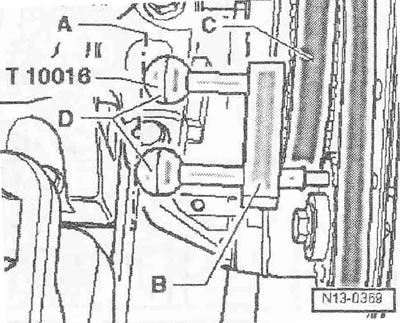
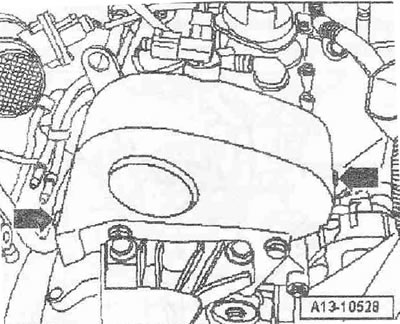
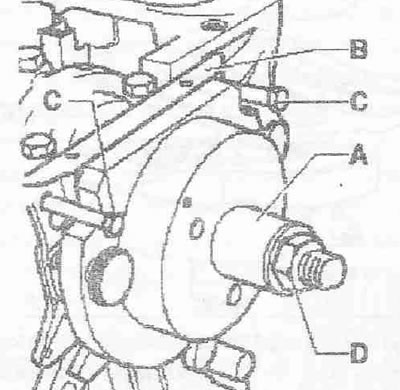
Remove bolt -arrow- and remove engine speed sender -G28-.
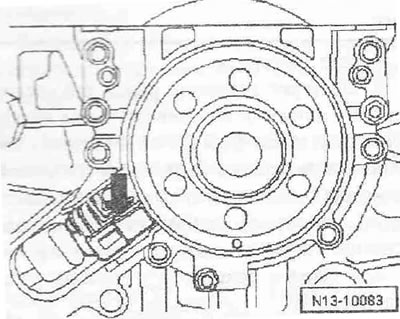
Unscrew sealing bolts. flange.
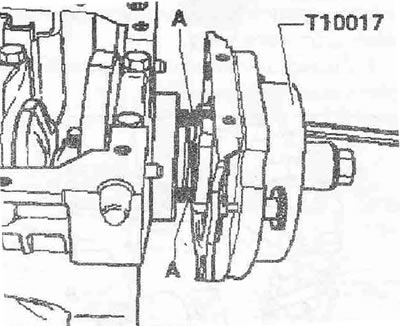
Instruction. The sealing flange is pressed out of the crankshaft together with the ring gear.
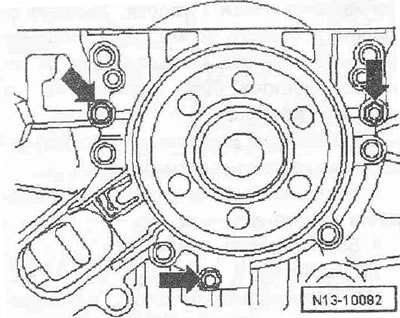
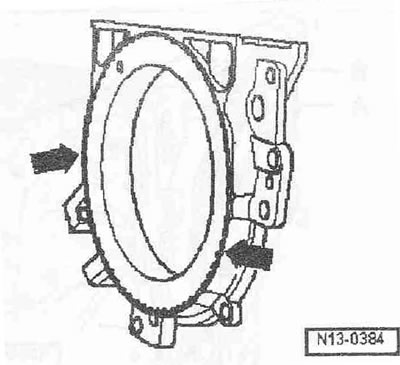
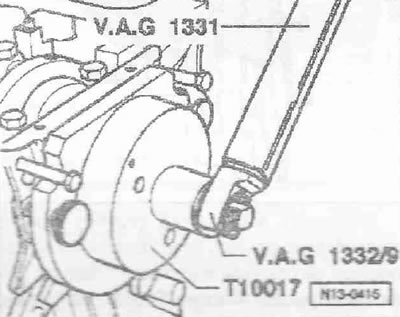
To press out, screw into the seal. flange 3 bolts -arrows- alternately max. 1/2 turn. Remove seal. toothed flange.
Pressing in the sealing flange with the sensor wheel
Instruction. Sealing flange with Teflon seal. cuff is equipped with a support ring for the working edges. This support ring serves as a mounting sleeve and must not be removed prior to installation. Once removed from the packaging, the flange and sensor wheel must not be separated or rotated. The ring gear is moved into the installation position by locking onto the pin of the assembly tool -T10017-. The sealing flange and collar are one piece, so they can only be replaced together with the sensor wheel. The assembly tool -T10G17- is brought into the installation position relative to the crankshaft by means of a guide pin which is inserted into the hole in the crankshaft.
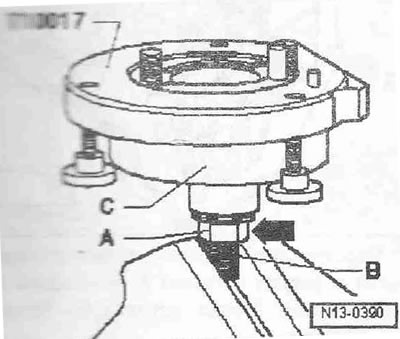
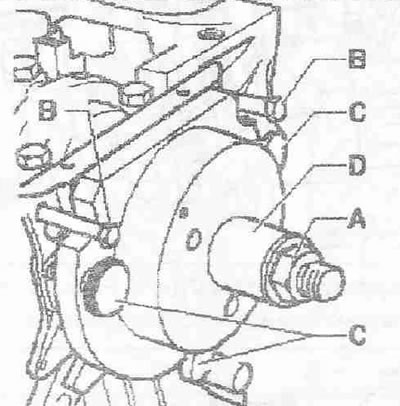
Construction of mounting device -T10017-
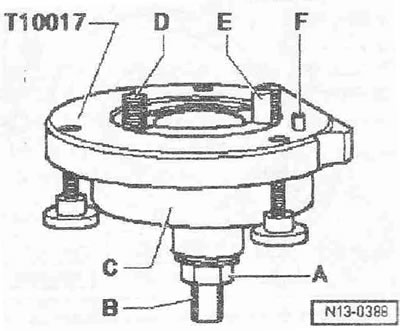
A. Nut
B. Clamping surface
C. Mounting cap
D. Hex socket bolt
E. Guide bolt
F. Locking pin
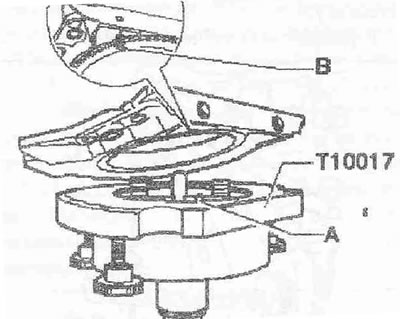
A. Installing the toothed flange on the assembly tool -T10017-. Screw nut -A- almost up to clamping surface -B- of grub screw. Clamp in assembly tool -T10017- in the area of the clamping surface of the grub screw. Press cover -C- down until it rests on nut -arrow-. The inside of the fixture and the mounting pin must be at the same distance.
Remove retaining clip -A- from new sealing flange.
Instruction. Do not turn the toothed pin or remove it from the flange.
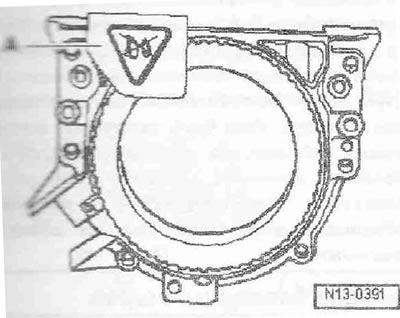
The fixing hole -B- in the serration -C- must match the mark -A- on the flange.
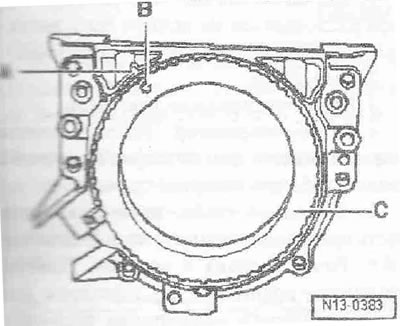
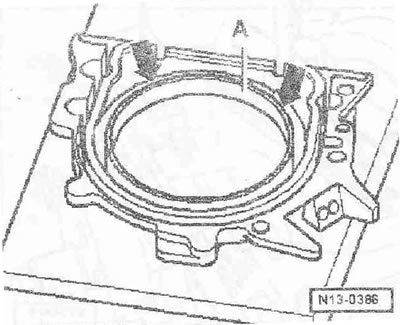
Lay the flange face down on a flat surface. Press sealing lip -A- downwards until it rests on a level surface -arrow-.
The upper edge of the supporting ring of the working edges and the front edge are sealed. flanges must be at the same level -arrows-.
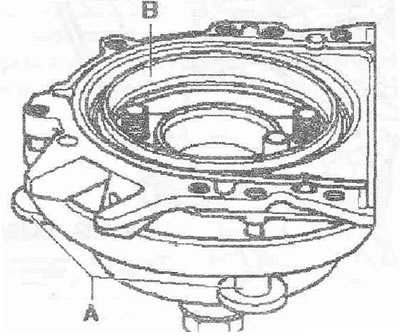
Place seal. front side of the flange on the assembly tool T10017 - so that the locking pin -A- enters the hole -B- of the ring gear. The flange must lie flat on the mounting fixture.
Press flange and lip support ring -B- while tightening 3 knurled screws -A- against mounting tool -T10017- so that locking pin cannot slip out of hole in ring gear.
Instruction. When mounting the flange, care must be taken to ensure that the sensor wheel remains fixed in the mounting fixture.
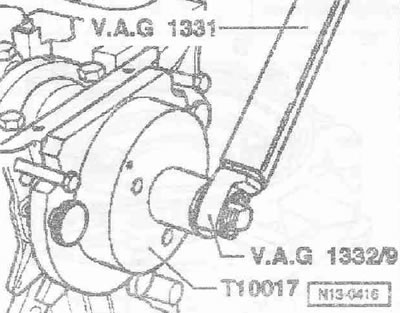
B. Fit assembly tool -T10017- with seal. flange on the crankshaft flange.
The crankshaft flange must be free of oil and grease. The engine is installed in "TDC". Screw the nut -A- up to the end of the grub screw. Press grub screw of assembly tool -T10017- in -direction of arrow- until nut -A- is pressed against cover -C-.
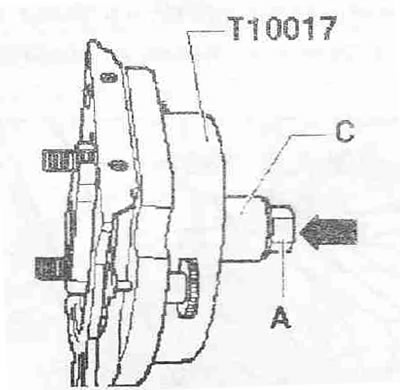
Align the cut side of the casing with the seal. surface of the cylinder block on the oil pan side. Attach special tool -T10017- to crankshaft flange by screwing hexagon socket bolts -A- into crankshaft flange by approx. 5 threads.
Screw in 2 bolts M6x35 -pos. A - in the direction of the flange into the cylinder block.
C. Fastening assembly tool -T10017- to crankshaft flange
Slide the cover -A- by hand in the direction of the crankshaft flange -C- -arrow- until the sealing lip support ring -B- rests on the flange. Push the guide pin -D- into the crankshaft bore so that the ring gear reaches its final installation position. Tighten both hexagon socket screws of the mounting tool. Screw the nut -E- onto the grub screw by hand until it is pressed against the cover -A-.
D. Pressing ring gear onto crankshaft flange using assembly tool -T10017-
Tighten nut of assembly tool -T10017- to 35 Nm. After tightening the nut to a torque of 35 Nm between the cylinder block and the seal. there should still be a small gap in the flange.
E. Checking the mounting position of the ring gear on the crankshaft.
Screw the nut -A- up to the end of the grub screw. Unscrew both bolts MBx35 -pos. In-from the cylinder block. Unscrew the 3 knurled screws -C- from the seals. flange. Remove tool -T10017- and lip support ring.
Install a depth gauge on the crankshaft flange -A-.
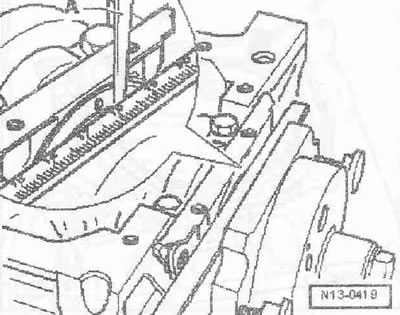
Use feeler gauge -A- to measure between the depth gauge and ring gear.
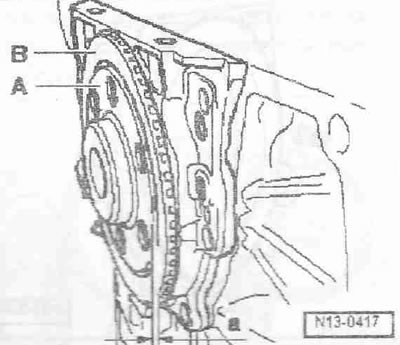
Measure distance -a- between crankshaft flange -A- and ring gear -B-. Specified value: Distance -a- = 0.5 mm. If the nominal value is too low, then re-press the ring gear. If the set value is reached, carry out further installation.
F. Repressing the ring gear.
Push cover -A- towards sealing flange -B- by hand. Screw in 2 bolts Mbx3b -pos. C - for the direction of the seal. flange -B- in the cylinder block. Screw the nut -D- by hand onto the grub screw until it rests on the cover.
Tighten nut of assembly tool -T10017- to 40 Nm. Check again the installation position of the ring gear on the crankshaft. If the nominal value is too low, tighten the nut of the mounting tool T10017- to 45 Nm. Check again the installation position of the ring gear on the crankshaft.
Assembly
Replace flange bolts. Install engine speed sender -G28-. Install oil pan.
Connect the upper intermediate plate to the flange -arrow A- and push it onto the dowel sleeves -arrow B-. Install flywheel.
Crankshaft
Carefully! The crankshaft must not be removed. Unscrewing the bolts of the main bearing caps leads to deformation of the beds of the main bearings of the cylinder block. Due to such deformations, the clearance in the bearing decreases. Even if the bearing shells are not replaced, the bearings can be damaged due to the changed clearance, if the bearing cap bolts have been unscrewed, the cylinder block must be replaced as a whole with the crankshaft. Measuring the clearance in the main bearings in a service station is not possible.
Visitor comments