
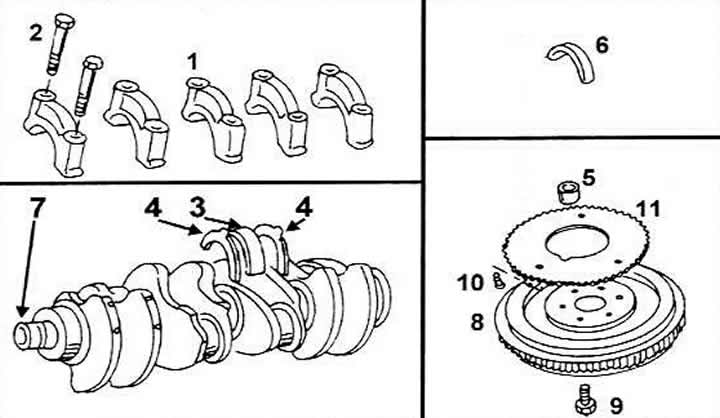
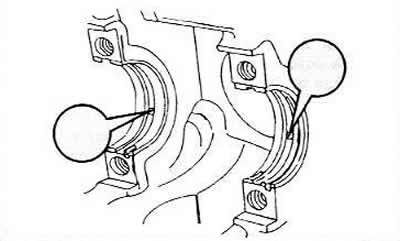
Crankshaft mounting from the bottom side
1 Main bearing cap
2 Cover bolts, 63 Nm
3 Lower bearing shell, oil channel white
4 Half shim
5 Needle bearing (only with manual transmission)
6 Lower bearing shell without oil passage
7 Crankshaft
8 Flywheel
9 Flywheel bolt (tightening torque is specified in the text)
10 Bolt, 10 Nm+90°
11 Toothed her nee to control engine speed
Removing the crankshaft
To remove the crankshaft, you need to remove the engine.
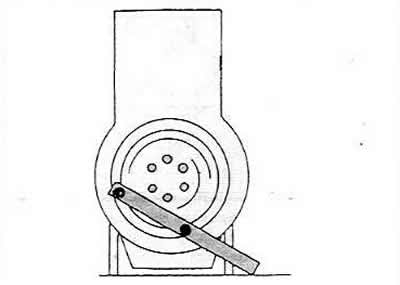
On a manual transmission vehicle, hold the flywheel ring gear with a screwdriver and loosen the flywheel bolts. The bolts can also be loosened with a ring wrench without holding the flywheel. To do this, put the ring wrench in the right corner and hit the edge of the wrench with your hand. Under impact, the bolts are loosened in most cases. To hold the flywheel, you can drill two holes in a flat piece of metal and screw it to the flywheel at the indicated location. While holding the engine, loosen the bolts. Remove the clutch first. marking its position in relation to the flywheel. On the inside of the flywheel there is a ring gear for "definitions" engine speed. and it cannot be damaged when the flywheel is removed.
When tightening the bolts, the strip should be screwed on the other side.
Attention. The engine can be equipped with a conventional flywheel or a dual (double mass). The tightening torque of the mounting bolts is different for them.
From the front of the engine, loosen the crankshaft pulley bolts (vibration damper), while holding the flywheel.
On vehicles with automatic transmission, unscrew the drive plate as described above.
Remove the cylinder head along with the intake and exhaust manifolds. Some parts are removed already when removing the engine (depending on its type).
Unscrew the pulley from the coolant pump and the lower toothed belt cover.
Mark the direction of rotation of the toothed belt with paint on the outside.
After loosening the belt tension nut, remove the toothed belt from the drive gears and tensioner. The camshaft must not be rotated after this.
Unscrew the oil pan.
Remove oil pump.
If necessary, remove only the crankshaft. pistons and connecting rods can be left in the cylinder block. Otherwise, the pistons and connecting rods must be removed. If the pistons and connecting rods remain in the block, mark the connecting rod bearing caps in order, remove them and store with the bearing shells. Remember that damaged expansion bolts must always be replaced.
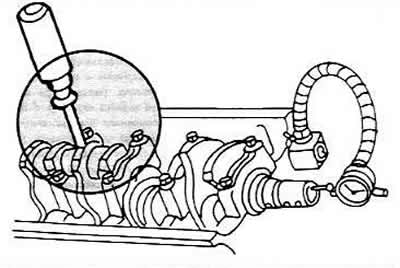
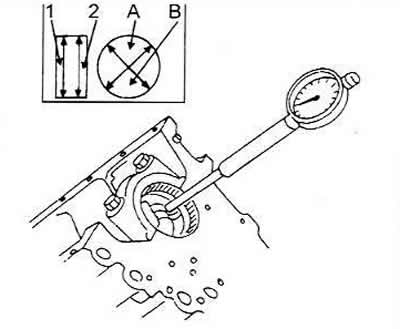
Mount the dial gauge on a tripod in front of the front of the cylinder block, or fix it with a magnetic mount on the cylinder block, as shown in the figure, placing the measuring rod against the crankshaft. Using a screwdriver, push the crankshaft in one direction, set the dial gauge to zero and push the shaft in the other direction. The pointer gauge will show the axial clearance of the crankshaft and this value should be recorded. If it exceeds 0.25 mm, this must be taken into account during assembly. The middle bearing shells are fitted with shims to compensate for large axial play.
If a dial gauge is not available, the clearance can be measured on the middle bearing between the bearing flange and the crankshaft surface using a feeler gauge. When pushing in the probe (not more than 0.25 mm thick), the shaft should be pressed in one direction.
Loosen the screws securing the sealing flange on the front of the motor and remove the flange with gasket.
Remove the intermediate plate of the engine, unscrew the bolts of the stuffing box flange and remove the flange with the stuffing box. The intermediate plate is guided by guide bushings.
Loosen the crankshaft bearing cap bolts gradually in a criss-cross pattern and remove them one by one. Check that the cap numbers are clearly visible. Cover No. 1 is located on the side of the pulley.
Remove bearing shells from journals and store with appropriate bearing caps. Note that some bearings have oil grooves while others do not.
Carefully remove crankshaft from crankcase.
Remove remaining liners from engine crankcase and store with other liners and bearing caps. These liners are provided with lubrication channels and must be reinstalled in the crankcase during assembly. Remove the lower halves of the shims on the middle bearing. Washers should be marked on the side.
Checking the parts of the crankshaft
Carefully check the crankshaft for damage and accurately measure the journals of the main and connecting rod bearings. The main bearing journals and connecting rod journals can be bored up to three times, so that a shaft with rebuild bearing shells can be fitted (lesser) size. The diameter of the connecting rod journals is the same for all types of engines.
Clamp the crankshaft between the centers of the lathe (or put the necks of the extreme bearings in prisms) and using a dial indicator, measure the beats on the middle neck. The beats should not exceed 0.06 mm. Otherwise, the shaft must be replaced.
Measure the clearances in the main and connecting rod bearings:
- Clean the bearing shells well and place them in the bearing holes of the cylinder block or in the connecting rods.
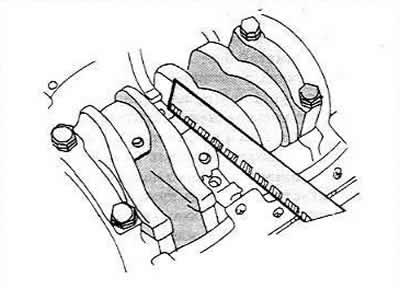
- Put a piece of material "Plastigage" (plastic "wire") on the neck of each main bearing and on the cap of each main bearing with inserted liners. Tighten bolts to 65 Nm. Shaft after that do not scroll
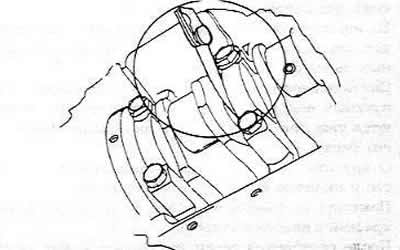
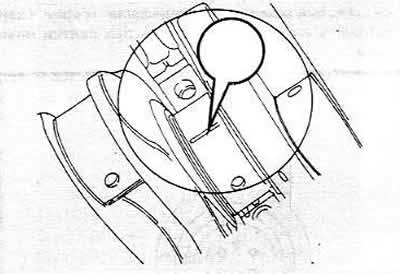
- To check the clearances of the connecting rod bearings, you need to attach the connecting rod to the connecting rod journal and put a piece "Plastigage" on top of the crankpin (arrow). Fit bearing cover with bushing and tighten nuts to 3Nm. Since the shaft can no longer be rotated, measurements are taken with two connecting rod bearings at bottom dead center.
- Loosen the caps on the main bearings. on connecting rod bearings, unscrew both caps in turn.
- Using the measuring ruler included in the kit "Plastigage" measure the crushed strips of material at the widest point. If this value exceeds 0.17 mm for main bearings or 0.12 mm for connecting rod bearings, it is necessary to replace the bearing caps with new ones, and it must be borne in mind whether the journals have been reground before.
- To check the clearances of the remaining connecting rod bearings, turn the crankshaft and measure the other two connecting rod bearings as described above. If there is no set "Plastigage", but you know how to use a needle depth gauge, you can measure the clearances of the main and connecting rod bearings as described below.
Install the bearing caps with inserted bushes according to the bearing numbers on the cylinder block and tighten the bolts to a torque of 65 Nm. You should definitely pay attention to that. so that the bushings fit into the original bearing holes. If the clearances of the connecting rod bearings are measured, it is necessary to insert the liners into the connecting rods and into the caps, fasten the caps with the old nuts, tightening them with a torque of 30 Nm.
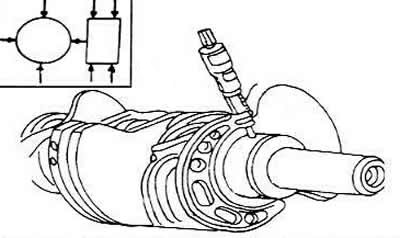
Measure the inner diameters of the bearings. In doing so, the direction of measurement must be observed (A) And (IN) and measurement locations (1) And (2). In this case, it is possible - to determine the difference from the circle (A and B) and the size of the narrowing (1 and 2). Record the results obtained for each bearing.
Measure the diameters of all bearing journals in order with a micrometer. In this case, measurements should again be made in certain places, which are indicated by arrows. Record measurements for all bearing journals.
Subtract the measurements for the bearing diameters from the measurements for the inside diameters. The result will be bearing clearance (mainstream or connecting rod) and must correspond to the value indicated in the table.
Installing the crankshaft
Carry out the following operations, guided by the drawings:
Clean the bearing bores and place the bearing shells with lubrication channels in the bores so that the protrusions in the shells fit into the recesses of the bores (arrows). The bushings need to be well lubricated.
Install both block-mounted shims on the center bearing. Carefully lower the crankshaft into the bearing shells. If the connecting rods are still in the cylinder block, you need to bring the connecting rod bearings to the connecting rod journals. Place the lower bearing shells in the respective bearing caps (protrusions into recesses) and well lubricate the surface. Install the other two shims. They should also be well lubricated. The lubrication channels must match.
Place the covers on the cylinder block and hammer with a rubber or plastic hammer. Tighten the cover bolts, starting from the middle and moving towards the edges, in several passes to a tightening torque of 65 Nm. After tightening the caps, rotate the crankshaft several times to determine if there is any binding. Check the axial clearance again, as already described when removing the crankshaft.
Install pistons and connecting rods.
Install both seals.
Install the crankshaft drive gear with key.
Install the drive belt as described in the next section and install the cover.
On vehicles with a manual transmission, install the flywheel. Bolts must be replaced every time. Bolts according to flywheel type should be tightened as follows:
- If a conventional flywheel is installed, the bolts must be tightened to a torque of 6Nm and from this position tightened by another quarter of a turn (90°).
- If a dual flywheel is fitted, tighten the bolts to 4Nm and from this position tighten another half turn (180°).
- In both cases, the crankshaft must be held. why you need to insert a wooden block between the crank arm and the crankcase wall, or put a metal strip on the other side.
After installing the flywheel, you need to install the clutch and tighten the bolts.
On vehicles with automatic transmission, the drive plate must be installed. One washer is located between the drive plate and the crankshaft, and the second washer is located between the bolt and the plate. Tighten the bolts in the same way as with a conventional flywheel. Please read the appropriate section before installing the drive plate as there must be a certain distance between the drive plate and the cylinder block.
Install the oil pump.
Lubricate the new oil pan gasket and install the oil pan. Tighten hexagon bolts to 20 Nm.
All other operations are performed in the reverse order of removal.
Visitor comments